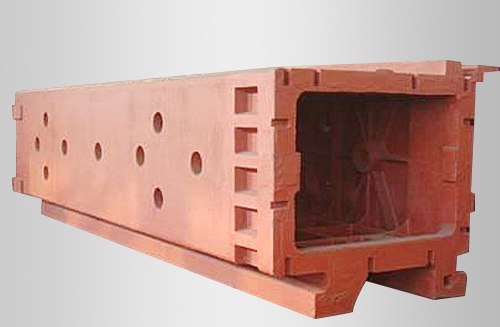
无锡弘铭铸业有限公司告诉你大型机床铸件出现变形是怎么回事?
大型机床铸件在浇注初期特别是在金属液刚接触泡沫塑料的瞬间,因为模样材料气化所发生的许多气体,当直浇口没充溢或刚开始浇注时金属液的静压头小于聚苯乙烯分解产物的气体压力时,过快地浇注易发生呛火现象使金属液飞溅。为了避免这种现象在浇注开始阶段可采纳先细流慢浇的办法,待浇注体系被金属液充溢后,即可加大浇注速度越快越好,但以浇口杯为金属充溢而不外溢为准则。在浇注的后期当金属液达到模样的顶部或冒口根部时,就应略需收包,以坚持金属平稳上升和不致使金属液冲出冒口。尽或许选用底注包。底注包金属液的热丢失小、压头大,浇注速度不慢,渣子浮在金属液上外表,浇注钢水比较干净。在消失模铸件浇注时,坚持连续地注入金属液,直至铸型悉数充溢。不然,就易在中止处造成铸件整个平面的冷隔缺点。
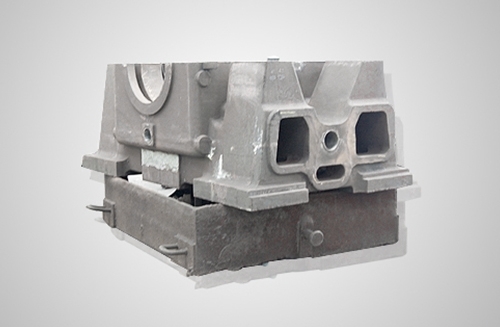
下面,咱们一起来剖析一下大型机床铸件变形的原因:

一、大型机床铸件本身结构不正确,在易变型和开裂的当地放置拉筋和增加筋板;在不影响铸件几何标准和功用需求的情况下,可大过渡处的圆角标准。
二、浇口体系、排溢体系(首要是溢流)安置不正确,关于分量大、体积大的铸件可开设两个以上的直浇道,使金属液能疾速平稳进入铸型内。
三、造型时填沙要均匀关于中大型铸件尤为重要,每层加砂要均匀,避免因砂不均匀,振实时单个部位紧不均匀而形成泡沫型变形。
四、大型机床铸件浇注后,不要过早的打箱,在箱内应有达到的保温时刻,关于中大型铸件尤为重要。
五、不影响大型机床铸件机械强度和功用运用的情况下,可适当调整铸件的化学元素成份。
大型机床铸件分型面的挑选:
一、尽量把铸件的大部分或悉数放鄙人型内这样可将首要的泥芯放鄙人型,便于泥芯的安放和查验,还可使上型的高度减低,便于合箱。是铸件分型面的挑选,它将铸件悉数放鄙人型,避免错箱,确认铸件质量。

二、应使铸件的加工面及加工基准面,放在同一个铸型内。在机械加工时,铸件上部的方头(夹具夹紧处〉是作为外困外表车削螺纹的基准,因为加工面与加工基准面都处在同一个上型内,从而削减因错箱造成的加工余量不够。
三、当铸件的加工面许多,又不行能都与基准面放在分型面的同一侧时,则应尽量使加工的基准面与大部分的加工面放在分型面同一侧。
上面是我司无锡弘铭铸业有限公司今天的内容了,如有咨询欢迎拨打咱们公司的电话!
 在线咨询
在线咨询