我们知道铸件缺陷种类繁多,产生缺陷的原因也十分复杂。它不仅与铸型工艺有关,而且还与铸造合金的性制、合金的熔炼、造型材料的性能等一系列因素有关。铸件缺陷产生的原因时,要从具体情况出发,进行综合分析,然后采取相应的技术措施,防止和消除缺陷。
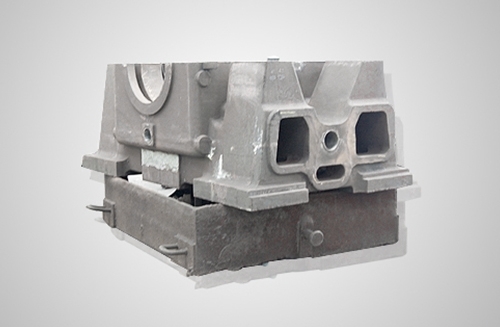
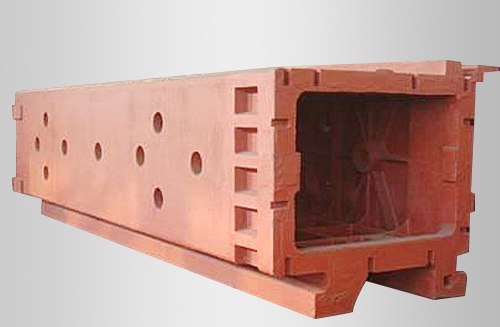
铸件是通过各种铸造方法获得的金属成型物体,即将冶炼出良好的液态金属。通过铸造、注射、吸入或喷射铸造方法的其他预先准备好的模具,研磨后通过后续处理冷却,获得的金属铸造成一定形状、尺寸和产品性能。
铸件应用广泛,已应用于五金和整个工程机械企业电子商务行业,其应用正在不断发展和扩大。大型机械、机床、船舶、航空航天、汽车、摩托车、电子、电脑、电器、灯具等。用于建筑行业。气孔(气泡、呛孔、气窝)出现怎么办?无锡弘铭铸业有限公司小编为您解答!
特点:气孔是铸件表面或内部的孔,呈圆形、椭圆形或不规则形,有时多个气孔形成气团,皮下一般呈梨形。呛孔形状不规则,表面粗糙。气窝是铸件表面的凹块,表面光滑。明孔外观检查可发现皮下气孔经机械加工后才能发现。
铸件质量主要包括外观质量、内在质量和使用质量。外观质量指铸件表面粗糙度、表面缺陷、尺寸偏差、形状偏差、重量偏差;内在质量主要指铸件的化学成分、物理性能、机械性能、金相组织以及存在于铸件内部的孔洞、裂纹、夹杂、偏析等情况;使用质量指铸件在不同条件下的工作耐久能力,包括耐磨、耐腐蚀、耐激冷激热、疲劳、吸震等性能以及被切削性、可焊性等工艺性能。
形成原因:
1.模具预热温度过低,液体金属通过浇注系统冷却过快。
2.模具排气设计不好,气体排放不畅。
3.涂料不好,排气性差,甚至气体挥发或分解。
4.模腔表面有孔洞、凹坑、液体金属注入孔洞。凹坑处的气体迅速膨胀和压缩液体金属,形成窒息孔。
5.模腔表面生锈,未清理干净。
6.原材料(砂芯)存放不当,使用前未预热。
7.脱氧剂不良、剂量不足或操作不当。
防止方法:
1.模具应充分预热,涂料(石墨)的粒度不宜过细,透气性好。
2.倾斜浇注。
3.原材料应存放在通风干燥处,使用时应预热。
4.选择脱氧效果好的脱氧剂(镁)。
5.浇筑温度不宜过高。

 在线咨询
在线咨询