机床铸件铸造过程中难免会发生铸造缺点,机床副工作台厂家应总结经验,避免发生同类缺点,以下是我公司总结出的防备方法:
防备方法机床副工作台铸造过程中发生缺点做到以下几点
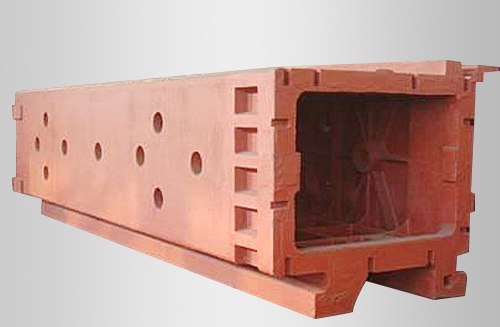
机床副工作台
(1)减少发气量:控制型砂或芯砂中发气物质的含量,湿型砂的含水量不能过高,造型与修模时脱模剂和水用量不宜过多。砂芯要确保烘干,烘干后的砂芯不宜存放太长时刻,隔天运用的砂芯在运用前要回炉烘干,以防砂芯吸潮,不运用受潮、生锈的冷铁和芯撑等。
(2)改善型砂的透气性,选择适合的型空紧实度,合理安排出气眼方位以利排气,确保砂芯通气孔道疏通。
(3)恰当进步浇注温度,开排气孔和排气冒口等,以利于侵入金属液的气体上浮排出。
皮下气孔这种气孔首要出现在铸件的表层皮下2~3mm处,直径为1~3mm左右。而且数量较多,铆焊渠道、铆焊工作台、铆焊平板、铸铁底板经热处理或粗加工去除外皮后,会明晰地显露出来。防备方法(1)恰当进步浇注温度,严格控制各种添加剂的参与量,尽可能缩短浇注时刻。(2)孕育剂的参与量控制在(质量分数)百分之零点四~百分之零点六,一起要严格控制孕育剂中A1的质量分数,w(Al)偏高简略和型腔表面的水分发生反应:2Al+3H2O=Al2O3+3H2↑,一般情况下孕育剂含Al量不宜超越百分之一点五。(3)避免铁液氧化,恰当补加接力焦,严格控制进风量。
在机床铸件生产过程中,常常会发生各种不同的铸造缺点,希望以上解决方法能帮到你。
弘铭铸业力求能形成为客户供给满足要求的计划、为客户实在解决问题、降低成本、提高生产效率、不以单纯渠道价销售的一种形式。是实在为客户解决问题,以很低的成本达成很好的作用,实践的为客户解决问题,与客户形成一种双赢的形式。

 在线咨询
在线咨询