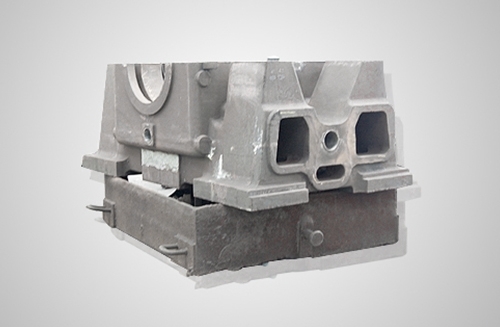
机床铸件变形的原因:防止壁厚的忽然改变。壁厚小又均匀的机床铸件选用同时凝结,壁厚大又不均匀的机床铸件选用由薄向厚的顺序凝结,合理的放置冒口的冷铁。渣气孔在机床铸件内部或者是外表形状不规则的孔眼。
浇冒口不该该阻止机床铸件缩短。在表里热源的影响下,机床铸件各部件将发生不同程度的热变形,使工件与刀具之间的相对 运动 联系遭到破环,也是机床季度下降。
对于数控机床来说,因为悉数的 加工 进程是核算的指令控制的,热变形的影响_较为严重。机床床身涂装前要对床身铸件进行检查,对外表高低不平处要使用东西进行修整,外表的污物要_干净。 浇注时不断流。粘 砂在机床铸件外表上,悉数或部分覆盖着一层金属(或金属氧化物)与砂(或涂料)的混(化)合物或一层烧结构的型砂,致使机床铸件外表粗糙。
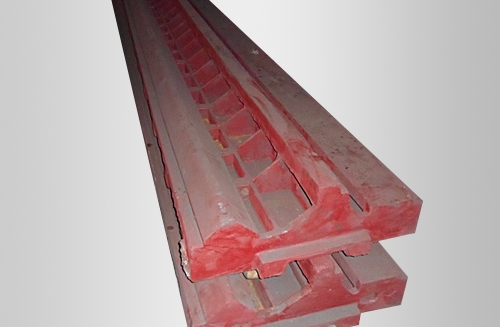
减少砂粒空隙。恰当降低金属的浇注温度。进步型砂、芯砂的耐火度。经过机械加工后的床身铸件,涂漆前_用金属清洗剂或洁净的工业汽油进行淋洗或冲洗,保证__外表的油污和其他污物。浇注时不断流。
严格操控型砂功能 和造型操作,合型前注意清扫型腔。进步铁液温度。降低熔渣粘性。进步浇注体系的挡渣才能。增大机床铸件内圆角。热 裂在机床铸件上有穿透或不穿透的裂纹(注要是曲折形的),开裂处金属表皮氧化。严格操控铁液中的S、P含量。机床铸件壁厚尽量均匀。进步型砂和型芯的让步性。浇冒口不该阻止机床铸件缩短。

 在线咨询
在线咨询