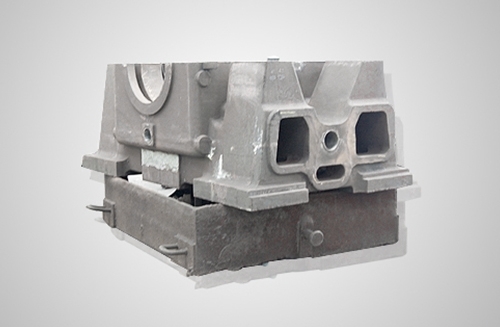
各类发动机铸铁(钢)缸盖类铸件的砂型铸造,广泛选用的是一些常用手册或教科书上一般举荐的上、下箱各置铸件一半结构的浇注方位铸造工艺方案。
发动机缸盖类铸件上、下箱各置一半铸件结构的浇注方位铸造工艺方案,在生产中铸件易产生气孔、浇缺少、冷隔等缺陷。该种情况在我国不管南北的铸造厂都是较为普遍存在的,而且一般都是该类铸件的主要缺陷,主要是气孔一般为该类铸件废品缺陷的一要因,是相关工厂铸造生产中多年存在的“老、大、难”技术问题。
在工厂的实际生产中,为处理该缸盖类铸件气孔等铸造缺陷,较为广泛的方法是选用粗粒度的型砂(45/75目)、在上下砂型反面各扎出多个不穿透的出气孔(道)、在铸件的上表面的搭子上设置众多个出气针及其出气片结构、设置若干个“出气”冒口,以及进步铁液的浇注温度至1410℃(以上)等工艺方法。然而这会使得造型工艺复杂化,以及使铸件的表面质量下降和增加铸件收拾(抛丸)的难度和铸造生产成本。
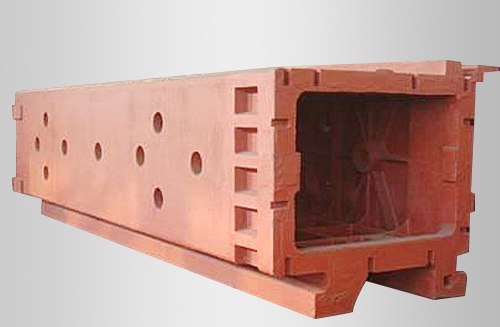
各类铸铁(钢)轮类铸件的砂型铸造,亦广泛选用的是一些常用手册或教科书上较为通常举荐的上、下箱各置铸件一半铸件结构的浇注方位铸造工艺方案。
轮类铸件在铸造时简单出现缩孔、气孔、夹砂、裂纹和砂眼等铸造缺陷,或简单出现缩孔、裂纹、砂眼缺陷。轮类铸件的上、下箱各置一半铸件结构的传统铸造工艺方案,该种工艺方案(状态)在各类铸造厂都较为广泛存在,其气孔、缩孔等缺陷亦通常为该类铸件废品的主要因素。

 在线咨询
在线咨询