我国机床铸件铸造厂大部分皆采用了树脂砂造型,其铸件尺寸高的精度可达CT8~CT10,任意600mm内平面度< 1.5mm。而实际情况是大部分机床铸件铸造工厂是在CT9—CT10范围内,600mm内平面度<2mm,少部分达到CT9,稳定达到CT8的为少数,国外机床铸件普遍达到CT8,任意600mm内平面度<lmm。目前国内上柔性加工生产线的铸件皆要达到CT8级,任意600mm内平面度<lmm,其余铸件在CT10以内。
机床铸件的时效处理目前已进入数控机床的时代,高的强度HT350,HT300已占机床铸件主体,铸件的残余应力值也随强度增大而升高,因此铸件的时效处理相当重要。目前,机床铸件的时效处理主要有三种方法:一是热时效;二是振动时效;三是不进行热时效的低应力铸铁。
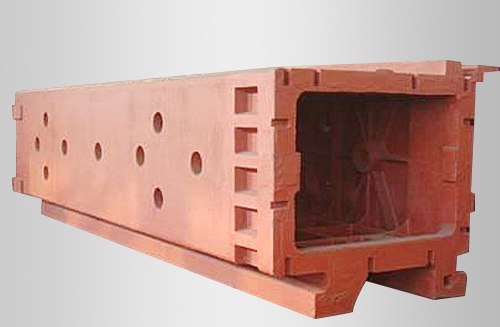
在进行机床床身铸件铸造时,由于机床铸件设计形状、壁厚、冷却速度的不同,会在机床铸件,是大型机床铸件的内产生铸造应力。
这种应力不及予以消除,会使铸件在随后的切削加工或使用过程中产生变形或裂纹,为了消除铸件残余的铸造应力,应当采用低温退火工艺进行铸造。
机床床身铸件铸造过程中应严格遵守回火工艺,为铸件变形或断裂,在易变形部位应加入支撑筋;专人值守回火炉温度计,合理控制温度,
止温度过高或过低对床身铸件产生影响。
机床床身铸件产品作为一种大型铸件需要经过时效处理才能提自身的使用性能,改内在质量。除了合理选用材料和多种成形工艺外,
热处理工艺是不能少的。通过热处理工艺改变铸件表面的化学成分,内的纤维结构,
机床床身铸件产品作为一种大型铸件需要经过时效处理才能提自身的使用性能,改内在质量。除了合理选用材料和多种成形工艺外,
热处理工艺是不能少的。通过热处理工艺改变铸件表面的化学成分,内的纤维结构,赋予或改铸件的使用性能,
从而使床身铸件有所具备的力学性能、物理性能和化学性能。而且,热处理一般不会改变铸件的形状和整体的化学成分。

 在线咨询
在线咨询