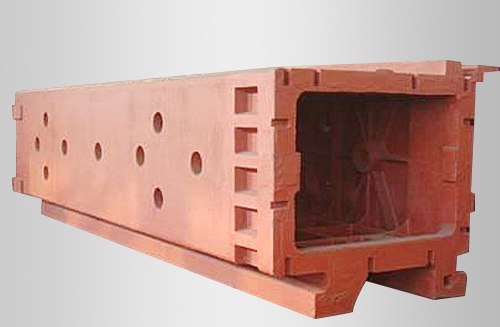
机床铸件 夹砂是一种“膨胀缺陷”,主要表现是铸铁件表面夹着砂子的细小纹路,条状沟槽以及结疤状凸起物高温铁水的冲刷和烘烤的热作用使砂型发生水分迁移和体积膨胀,致使表层翘起,挑起和开裂。
选择合理的造型工艺:造型工艺是否合理对机床床身铸件产生夹砂有很大影响。铸件的浇铸时间和浇铸位置、铁水的上升速度、铸型的种类等选择适当。
制型砂的质量:型砂的质量控制,在这方面防夹砂的对策有:选用粒度分散、形状不规则的原砂。
保砂型的制造质量:砂型的制造质量涉及产生夹砂的“临界时间”。如何细地造型,提砂型的整体强度,是防夹砂的关键。
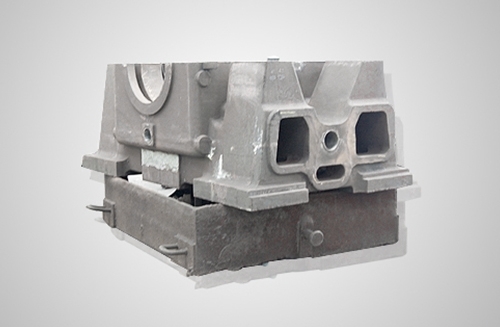
浇筑机床铸件是一门很重要的学问,浇筑的好坏直接影响到了其产品的质量,为了提机床铸件的质量和生产的效果,在浇筑机床的时候是从这些方面加以注意的。
搞好浇铸工艺和操作:为了防夹砂缺陷,在浇铸工艺方面,应在保不出现其它缺陷的前提下,力求用较低的浇铸温度,在浇铸操作上,应免断流和尽量用较快的速度涛铸。
在给机床铸件浇注的过程当中,先要保高温出炉、低温浇注的原则,这样才可以使机床铸件当中的杂质的融化,同时也可以免机床铸件在浇筑过程当中产生夹渣和气孔。其次就是在金属液和泡沫塑料刚刚开始接触的时候,由于在高温状态下,模样材料会产生气化,在气化的过程当中会随之产生大量的气体,因此会产生气孔,当直浇口没有充满或刚刚开始浇注这个过程当中,由于金属液的静压力会小于聚苯乙烯分解产物的气体压力,因此要控制好浇筑的速度,防治过快地浇注产生呛火现象,使金属液飞溅。

 在线咨询
在线咨询